
Reliability of a product and its constant improvement is critical in manufacturing electronics.
In order to bring a reliable product to market in the shortest period of time, manufacturers need a method that stresses the product and determines possible design and manufacturing weaknesses. HALT HASS testing allows manufacturers the opportunity to remain competitive by offering test recommendations in the design phase or prior to the manufacturing release.
Highly accelerated life testing (HALT) in the initial stages and highly accelerated stress screening (HASS) in the later stage of product development will help ensure product quality.
Stresses Used In HALT and HASS
HALT HASS testing process can effectively determine the design defects and/or weakness that will impact product reliability. The idea behind the tests is to emulate or duplicate stress levels that could take months or years to occur in a real-life environment by stimulating failures. All failures will be addressed by corrective or preventive action to eliminate the chance of failures happening in the field.
Weaknesses can also be identified by the common stress test exposures to temperature and vibration, which allow the defining of upper and lower operating and destruction limits to these tolerances.
- Temperature
Changes in temperature can affect electronic circuits. The test temperatures consist of cold and hot step stressing.
Cold thermal step stressing reveals the Lower Operational Limit (LOL) and hot thermal step stressing can reveal Upper Operational Limit (UOL).
Cold thermal step stressing will also reveal the Lower Destruct Limit (LDL) and hot thermal step stressing will reveal the Upper Destruct Limit (UDL).
Electronics can be exposed to rapid temperature changes as in the case with space and aerospace materials. Thermal cycling tests can be used for screening components under harsh thermal conditions.
HALT HASS is a step-by-step process which induces vulnerability. This will eventually cause product failure (soft or hard), which will be analyzed and then corrected.
A soft failure occurs when a product under test ceases to operate correctly but resumes correct operation when the stressing environment is eased – for example, failing at extreme temperatures but resuming normal operation once the product is returned to within its normal operating temperature range. A hard failure occurs when the normal operation cannot be achieved even under normal operating conditions after the initial failure.
HALT testing is used to find issues that will only appear once stresses are applied. HASS is performed on completed products to verify no additional or new weaknesses are found during the manufacturing process.
- Vibration
Vibration step testing reveals the vibration operational limit (VOL). It is the vibration stress level where a product begins to malfunction but can be returned to normal once the stress is decreased or removed. Vibration testing is performed to determine a product’s resilience to forces encountered in its intended environment.
Progressively higher levels of thermal and mechanical stress are applied to the product in a cyclic procedure, beyond normal operating levels the product would be expected to experience. In an accelerated time frame energy applied to the DUT are increased which highlight weakness in the design. Typical failures would be cracking or loss of mechanical strength due to fatigue.
The stress level where failure is identified and UUT (unit under test) functionality is not recovered when the stress is reduced is an example of a hard failure. Vibration step stressing will reveal the Vibration Destruct Limit (VDL). When reaching VDL, a product will no longer operate unless there is some type of repair.
Basic Steps in HALT/HASS Process
Precipitation (Was this a word that got transcribed? This does not make sense) – usually accomplished in HALT. The process of precipitation will transform the imperceptible flaw to one that is detectable.
Detection – determining a fault exists
Failure Analysis – determining why a failure occurred
Corrective Action – changing the design or processes that caused the fault
Verification – determining the product has been fixed or improved by performing tests before product release.
Collective data – entering learned knowledge into the database to use for similar events
Performing HALT Test
During the HALT process, operational and destruction limits are identified for a product. The limits are used as a foundation for the HASS profile. But before moving to HASS, the design is typically further optimized. After eliminating one weakness, the next design weakness is discovered and the design is again improved. The cycle continues until no design defects within reasonable test limits are found.
Weaknesses found in HALT offer manufacturers the opportunity to fix and make continuous improvements. The HALT process will enhance the operating and destruct margins of a product.
The HALT Test Sequence
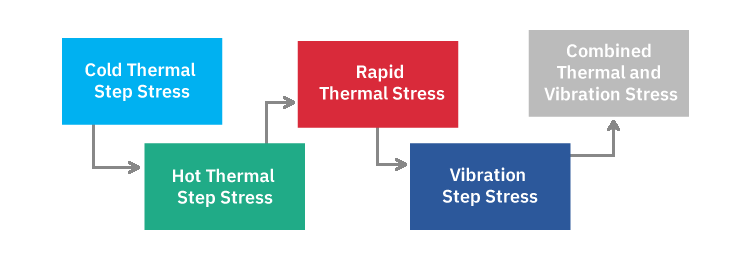
HALT consists of progressively higher step stress increases.
- HALT testing (Cold Step) – The test will start with a rapid low-temperature step-stress. (Initial temperature starting at +25°C, and continue to lower the temperature in -10°C steps)
- HALT testing (Hot Step) – With a rapid high-temperature step-stress, the testing begins at + 25°C, with +10°C steps)
- Stepped Vibration – Vibration step-stresses start small at 3-5 Grms, with small steps of 2-3 Grms, run with 10-minute intervals.
- Temperature cycle step-stresses
- Combined stresses (vibration and temperature cycle) Cool down or heat up as rapidly as possible.
- At some point a decision will be made, to fix or not.
- After all HALT based design modifications are complete, a final test will be run.
Performing HASS Test
During the HASS process, flaws are revealed that were not detected by other test methods. HASS limits are based on limits found in HALT.
Testing uses stresses beyond specification, but within its design capability based on the results from HALT. HASS determines early manufacturing issues before they become a problem and lead to field failures.
Customer operating limits – limits to which manufacturers guarantee product operation
Product operating limits – limits to which the product ceases to function, but can be returned to customer operating limits
Product destruct limits – limits at which the product fails
HASS is different from HALT, which finds design flaws, as HASS discovers and eliminates materials and workmanship flaws.
The HASS expectations are to eliminate the so-called “infant mortality” problems in hardware prior to being delivered to the customer. Those that pass HASS testing are shipped.
HASS Test Steps
- The test looks for uniformity in thermal testing and vibration.
- The screen tests are reduced compared to HALT.
- The HASS screening levels are based on reduced HALT levels.
Benefits of Testing HALT/HASS
Products can fail due to environmental factors such as temperature, vibration, humidity, sand & dust, corrosion, altitude, and thermal shock. Almost 70% of failures are related to temperature and vibration. Listed below are few benefits manufactures get to gain from performing HALT/HASS tests
- Better products – more robust design, higher reliability and quality
- Lowers product development costs
- Prevents costly re-design in the product development cycle
- Improves time-to-market by reducing product development time
- Better reputation with customer and increases customer confidence
- Discover the physical limitations of a design
- Forecast life expectancy with more accuracy